
1.制范
定窑印花产品,是利用一种模具拍打印制而成的。这种印花模具就是陶范,陶范或称模子,俗称印托、托子。定窑印花所用陶范为陶制(细陶)或瓷制,而后素烧,史称陶范。定窑印花离不开陶范。而印花之前,陶范必须预制。艺术家欲在盘、碗中表现的题材,则必须在陶范上进行创作方可达于目的。陶范一经制成,可连续使用。陶范是生产统一形式器物作品的瓷母。
2.陶范设计
制作印花陶范,第一道工序就是设计。一种印花作品的推出及其成功与否,关键看设计的成败。宋代定窑印花产品,主要为盘、碗,其外为一些大件器物所粘贴的印花纹样。陶范设计,首先是基于人们对产品形制的设计理念,意在表现什么装饰主题,采用什么样的表现手法;其次为产品规格,产品成型后的风格特点等。这些数据和目的确定后,即可进入陶范设计。
陶范设计,需要弄明白陶范外部形式正是所设计产品的内部形式。产品内形设计除保证其基本形制风格外,最重要的是注重产品口沿的形式和厚度处理,预想成瓷形式规格,设计时让出适量宽余,待修整后,正符合自己的设计愿望。如果产品内形有特殊要求,带有局部凹凸和其他要求的设计,制范前则必须事先考虑进去,以免留下不必要的反复、浪费、甚至是遗憾。
陶范设计形式,内形多呈圆弧状,一般为深盘、浅碗设计。有时是平底盘,有时是折腰盘,甚至是宽边盘和碗,而这些均为有特殊形式和要求的。在一般形式中,形内需要作一些不同花形的轻微的凹凸处理是可以允许的,陶范只是一种器具、工具,而不是器物,即不是产品本身,所以制范是要着重考虑和认识自身的功用极限。鉴于拍打压印的外用力,为达到所压印产品完好及纹饰清晰,最好舍弃内形频繁的变化和明显的凹凸。这是陶范设计值得注意的问题。
陶范设计,厚度要求作到恰到好处。这里主要考虑的是在压印时要撑得起一定的外力,这就需要确定陶范厚度设计,尽量增强陶范的结构强度。加强厚度,过厚则素烧中容易开裂,且放置使用均不便操作。根据实践得出:直径30cm左右陶范,厚度在2.5—3cm为宜;直径在25cm左右陶范,厚度在1.5—2cm为宜;直径20cm左右陶范,厚度在1.2—1.5cm左右为宜,其他超大件或超小件可参照设计。一般陶范设计,边沿薄于中间。这样更具有抗外力作用。陶范设计最忌均匀或中间薄边沿厚。
3.拉坯制形
陶范设计好后,按图纸规格由拉坯制成。按实用效果和具体功能,制形泥料有不同要求,大件产品陶范用泥料粗些,小件相对细些。根据经验,用拉坯产品泥料制陶范最为合适。陶范制形严格尊重图纸设计要求,不允许有丝毫改动或手法过失。因为陶范形制直接表现的是产品的形制风格,陶范的无意改动必然导致产品创意变味。
制范不比产品拉坯和修坯快。产品拉坯和修坯在同等规格要求下允许有出入,而陶范制形则务在规格准确,壁面光滑,无杂质及其他瑕疵。制作步骤是,拉坯成形后,从轮盘取下,进行自然缩水,待坯体挺得住即具有一定硬度时,再上轮进行修整。修整过程要做到严、精、准、光四字要诀。严,即严肃认真,不使大意;精,指刀法精到,谨慎有章法;准,按规格要求准确无误,再现设计目的;光,为陶范壁面无尘,光洁如镜。前二者为修整操作,后二者为陶范修整的艺术要求。
4.描稿
接过做好的半成品陶范,开始按总体设计进行下一步——刻制,即陶范上花纹的具体雕琢。
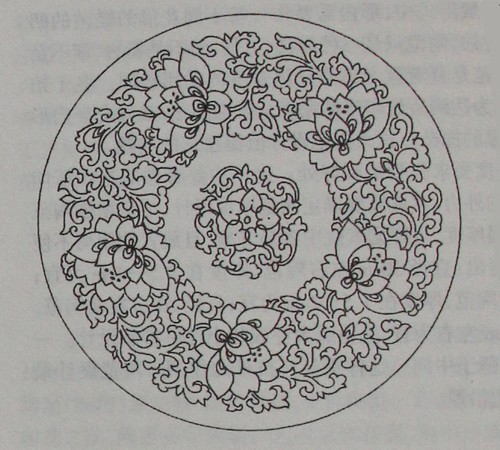
定窑莲纹印花盘纹样(创新 陈文增设计)
陶范刻制之始,必先在纸上描稿,描稿纸以宣纸和毛边纸为佳,直径规格按陶范实际规格进行安排,做到实物陶范与纸上花纹的协调一致。由于实物陶范为立体半圆状,为实际规格,纸上纹饰是平面的,称虚拟规格。把平面纹饰移植到实物陶范时,实物陶范圆周凸起部分,必然遗留部分空间。也就是说范长纸短,陶范面积大,纸稿面积小。为解决这个问题,描稿时一定注意实物所遗空间的补充。这种补充不是在纸面上,而是在拓图后依其效果进行正填补。这种补充往往加大局部的稀疏感,冲淡主题。为避免这种现象产生,描稿时预计下步拓图时的纸稿分割情况,尽量加大主题设计分量,这个主题可能是几个花朵,或两枝花朵两片叶。分割时保留加大后主题的完整,只补充缠枝及次要部分。这是一个例子,任何一个装饰画面都能有效把握和处理。
描稿宜用普通墨汁,即次墨汁,不宜用“一得阁”和“中华墨汁”,以及质量较好的墨汁。目的在于具有渗透性,让画稿墨色染在陶范上,留下明显的墨痕。由于佳墨和名墨不褪色无湮透,故不堪用。为保证陶范花纹清晰,以利于后道工序顺利进行,描稿墨线要细,不能粗,因拓图时墨线遇水即湮,墨线可呈2—3倍递增,陶范容易模糊,给刻制造成不便。这样讲并非说描稿越细越好,墨线过细,纸上染墨过少,肯定不能有效地透于范壁上。所以,描稿时应根据陶范规格大小,分别使用墨线。为了万无一失,可用坯子碎块预试墨色与墨线的适应情况,待调好掌握后再正式进入设计。
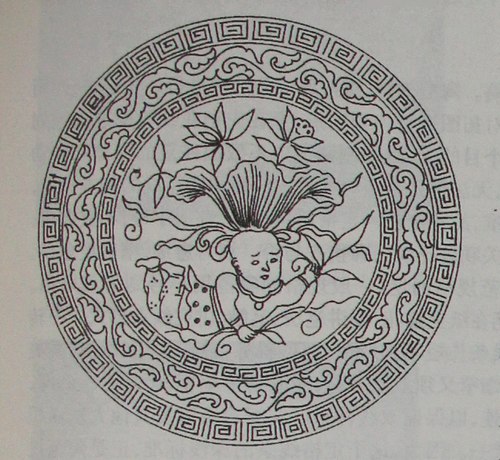
宋·定窑婴儿戏莲纹印花平底盘(私人收藏)
5.拓图
把描好的墨稿反贴在陶范上,即墨线向着范壁,准确轻抚,用浆糊先固定好。随后用左手抚范,右手用海绵稍蘸清水轻轻慢慢按拭,把纸稿湿透,待画稿紧紧贴于范壁上,再用海绵用力按压画稿,以使墨线成功地拓于范壁。用海绵蘸水按拭,注意使水小而均匀,范壁受水量越少越好,这样使画稿中墨线不致于产生局部不匀现象,又不致于破坏范壁的结构强度。
画稿与陶范粘贴时,由于画稿是平面的,陶范是凸起的,纸长部位要形成叠褶。这时即可把画稿按描稿时的预先设计,分几块剪裁开来贴上去。再就是每两个边也会有不合适的地方,那就按每隔一段,打一小褶,使在一定长度的边沿上有次序地分打成几小褶,这样便不影响总体效果。如此一来,一幅完整的图案就会呈比例复合一体,不会因拓图不当造成构图的拥挤或稀疏,更不会失去对称和均衡美。拓图说到底是把一个完整的画稿,在凸起不同的范壁上分段进行对接,是一种“二方”连续的画面设计。要求在这分段式“二方”连续中完美地展示其设计目的。
画稿在陶范上进行拓图,因陶范设计各异,有高矮之分,有大小之别。虽然在如上已作了布置和分割,一些拓图不能触及的地方往往留下比例不等的空白,必须进行墨笔修复,其目的是填空补阙。对一些拉断的枝或叶等进行补充,目的是连续四方画面,以达到拓图的完美性。
6.定格
定格或称定稿。陶范刻制,需按要求分二步进行。先定格,即用小号划刀(锥状)对拓图进行勾划定形,意在先把花纹轮廓准确地划一遍。定格有两个目的,一是在刻制当中不致因往复的摩擦和转动使拓图墨线蹭掉,无法辨认而影响奏刀。二是规定花纹的基本深度,规定花纹雕刻标准,故称定格。定格所用划刀,宜用小号,不宜太粗,因划刀粗细直接关联着花纹轮廓整齐与否。划刀愈细,精确度愈高。当然还必须按陶范规格而定,一般规格的陶范用小号划刀就可以。定格用刀,如使笔在纸上描花,要讲笔法、笔触,讲究线条形式。一转一折如笔起止,线条长短不拘,重在随形就势,妙在洗练、恰当,柔美而不粗泛。花茎细窄又须双线并行,忌其匆忙草率,而是由浅到深,意在不使双线通连,以保证双线神采。花瓣边缘以及其他大块面积用线,做到深浅统一。因为,这个定格线条的深浅标准,正是陶范设计花纹凸起的高度。定格时任何不慎和失误,将毫不掩饰地反映到陶范刻制中来,最终体现的是产品的工艺格调和艺术效果。
7.奏刀
奏刀与定格为一道工序,属于刻范的后道工序,至关重要。印花刻制用刀为内斜刀法,同刻划花用的外斜刀法正好相反。另刻划花外斜刀法瞬间挥就,不许复刀;而印花的内斜刀法则着重精雕细琢。不要求也没有必要一步到位。宜用层层漫剥之法,达到严谨准确,完好无过。
刻制之始,审视范面,首先根据构图设计要求,分清装饰主题与装饰陪衬的关系。常规情况下,除适合纹样外,花构图多为二方连续或四方连续,花朵形式少则两朵或是四朵,枝叶缠绕、穿插井然有致。纵是按六爻八卦乾坤震巽,纷纭杂然,固不失阴阳向背之理。这种层次的处理就是主题与陪衬的关系。这种关系的处理也可借鉴山水绘画的设色办法,即可将近景、远景、中景三部分划开,按主次分深浅有步骤地进行刻制。

陶范刻制,古代表现手法不一,有的着重表现的是一个外轮廓线,其他装饰部位凸凹并不明显。(私人收藏)
陶范刻制使用的是阴刻,即把花纹装饰凹下去。因为盘、碗成瓷所表现的是阳纹,凸起的。一反一正,陶范自然要求阴纹凹下。陶范刻制,古代表现手法不一,有的着重表现的是一条外轮廓线,其他装饰部位凹凸并不明显(见图)。有的则是花纹边缘凸起较大。斜面向内,渐斜渐出。正如以上讲到的内斜刀法,在使刀程度上,陶范可分为三种形式,一为高凸型,这种形式要求陶范花纹凹下最深处为1—2mm,所印盘、碗效果凸起明显(见图)。

高凸型印花(私人收藏)
装饰效果同于浅浮雕,适于壁挂欣赏,适于盛装水果、点心之类。另一种为微凸型,凹下边缘深度0.3—0.5mm左右,此种印花效果细腻工整、秀美优雅,刻时尤须精到致微,属高难操作。这种作品最能体现定窑独特风格,古今以来为难得佳品。此种印花效果用手触摸无明显起伏,视之则立体感很强(见图)。再一种是居以高凸与低凸之间的刻制方法,为中凸型,凹下深度为O.5—0.8mm左右,在古定窑生产史上,这类即花产品占比例较大,便于制作,属于中性难度工艺。
微凸型印花(曲阳县定窑遗址文物保管所藏)
陶范刻制除按设计要求产生不同形式风格的产品外,一个最重要的问题是陶范在使用时的开合角度,注重清楚拍印和揭范的起止方向。按照每种产品形式(陶范形式)确立使刀角度,使揭范方向与使刀切入方向一致,顺利脱范,使装饰花纹能得以完美表现。
中凸型印花(私人收藏)
8.素烧
陶范制好,在室内晾干,不使受风受热,避免发生纹裂,干透后入窑素烧。何谓素烧,即壁面不施釉,保持素净,以为适用方便。陶范入窑素烧前,先制空心圆形瓷泥垫片,厚度可按陶范要求在5一lOmm不等,同时在垫片上面或底面由中心向边缘用刀刻二至三条深度为2一3mm的透气线,以使在升温过程中有效排出内部气流,防止升温炸裂。陶范素烧温度宜在1100℃左右,不使偏高或偏低。成功的陶范必须备于两个条件,一是吸水率,陶范的吸水率不低于10%,因在使用过程中便于及时揭范。二为坚固性,强调质地强度,在拍打压印时,不致碎裂。陶范的坚固性和吸水率是一对矛盾。陶范的吸水率,只有在低温素烧情况下产生,不能超过限定烧成温度;而坚固性则又必须在高温情况下达到,烧成温度越高质地强度越大。而陶范既强调吸水率,又注重坚固性,因此必须在二者之间选择最佳定位。
素烧陶范的温度已经确定,但烧成曲线则又不同于一般的瓷器烧成。陶瓷器壁,一般不超过5一lOmm厚度。而一只陶范最薄也在15mm之外,故烧成时间一定要相对延长,特别是低温阶段一定要平缓慢推,以使在顺序渐进中得到成功(见陶范烧成曲线图)。
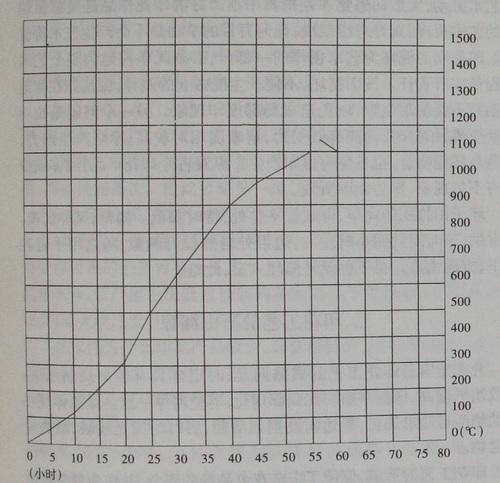
陶范烧成曲线图
9.印花
定窑印花程序,按图纸要求预制陶范。再按图纸要求拉坯,湿坯做好放置在石膏板上进行印前缩水。待到泥坯半湿半硬朗时,扣在陶范上面,用手着准按稳后从轻渐重,用木条拍打泥坯。拍打顺序由底部到口部,采用重叠旋转式依次拍打。边拍打边用手按抚,时刻注意泥坯与陶范之间不能产生松动。关键在于:不印则罢,印之则准。否则会发生印纹重复现象,影响印花效果。
拍打用力,宜用中力、小力,不宜用大力。大力、小力如何分辨,标准为不伤及陶范与坯体为宜。拍打使陶范均匀受力,只有均匀受力,所印花纹才能普遍清晰,均匀受力才不致局部模糊或留有死角。若用力大小不匀,或杂乱无章,则必然导致坯体受损,甚至破坏粒子排列,烧成过程中容易导致形变。
拍打用力宜垂直用力,以陶范每一局部为平面,只允许直拍,不允许斜拍。直拍力笃,斜拍力虚。直拍印纹易牢而清晰;斜拍印纹易浮而挫动。拍打中不谙艺道,揭范便见其拙。凡艺有道则无定法,技巧是必要的,而心悟则为艺术成功之母。
拍打过程是一种工艺过程,又是艺术产生过程。所以,操作者要主动把技术经验融于心理感应,以获得全新技巧。拍印,说穿了是一种艺术劳动,无形的感觉才是指挥中枢。好的印花作品是灵感驱动下的艺术再现,离开思维裁决,任何盲目的举动是不会产生艺术价值的。印花用的泥坯为艺术创作的一部分,必须无条件地为整个艺术过程负应有责任。按图制坯,不使产生规格上的差异,保证扣在陶范上拍打不会出现空隙,以免造成局部虚印现象。另一个问题是拉坯尽量要薄,拍打时,薄能有效受力,清晰度相对较高;厚则产生阻力,虽范与坯能吻合,也难免有虚印产生。纵观古今印花产品,或多或少都有不匀现象,皆为此因所致。
坯子拍打压印完毕,即放置平整处,待时揭范。揭范,又称脱模。正常烘、晾时间约四小时左右,边沿处自然拉开缝隙,随之用手轻轻揭下,方向垂直。再下面就是修坯入窑,此略。